

Порошковая покраска – стойкое покрытие. Но требует строгого соблюдения технологии, проверки материалов и контроля оборудования. Даже учитывая все это могут возникать определенные дефекты. Ниже обсудим возможные проблемы и методы их устранения.
«Засоренность» порошкового покрытия.

Это может быть вызвано:
- Порошковая краска ненадлежащего качества;
- Попадание загрязнений в оборудование, тару;
- Ненадлежащая подготовка окрашиваемых поверхностей.
Методы устранения:
- Замена краски. (Либо просеять порошковую краску);
- Прочистка оборудования/тары;
- Надлежащая подготовка окрашиваемых поверхностей.
Эффект «апельсиновой корки»

Причины появления «апельсиновой корки»:
- Просрочка порошковой краски;
- Слишком толстое покрытие;
- Малое время выдержки высыхания краски;
- Недостаточная температура «запекания» в камере;
- Присутствие в краске более крупных частиц.
Устранение:
- Выдерживать технологию нанесения, запекания и высыхания порошковой краски (учитывая время и температуру);
- Проверка краски на крупные частицы и их удаление (при помощи сита дисперсность в норме – остаток частиц 0,5% — 1,0%).
Разные толщины покрытия на поверхности изделия.
Причины появления дефекта:
- - Окраска «сложных» изделий;
- - Слишком близкое расположение окрашиваемых изделий;
- - Некачественная подготовка изделия;
- - Неполадки с напряжением;
- - Дефекты краски.
Устранение дефектов:
- - При покраске изделий «сложных» нужно уделять внимание на толщину покрытия;
- - Недостаточная толщина покрытия изделия устраняется понижением напряжения;
- - Соблюдение технологии нанесения покрытия;
- - Увеличения расстояния между изделиями;
- - При недостаточной «укрывистости» краски – замена краски;
- - Надлежащая подготовка изделий.
Проколы

Причины:
- - Высокая влажность краски;
- - Нанесение краски на влажную поверхность;
- - Окраска литых и толстостенных изделий;
Предотвращение:
- - Сушка краски при температуре 500 С в течении 2х часов;
- - Сушка поверхности изделия;
- - Предварительный прогрев литых и толстостенных изделий;
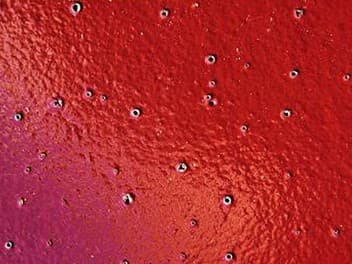
Кратеры

Причины возникновения:
- Некачественная краска;
- Загрязненная установка;
- Воздух загрязнен масляными каплями.
Устранение:
- Замена краски;
- Очистка установки;
- Своевременная замена фильтров и адсорбента в камере.
Наличие пузырей в слое покрытия и на поверхности
Причины:
- Нанесение слишком толстого слоя краски;
- Недостаточная очистка поверхности изделия;
- Дефекты окрашиваемой поверхности.
Устранение:
- Уменьшение толщины слоя порошковой краски;
- Надлежащее качество подготовки изделия;
- Дефекты окрашиваемой поверхности удаляются прогревом и их удалением.
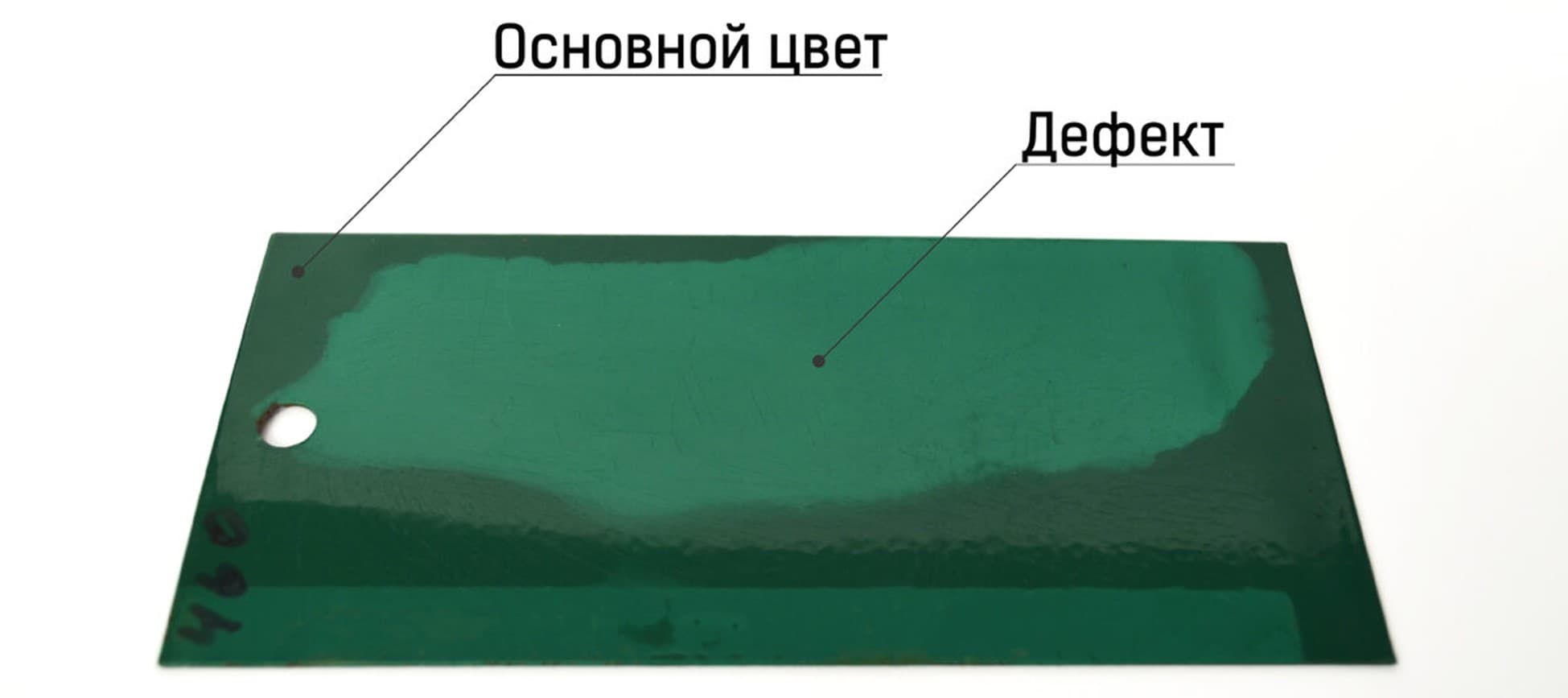
Изменение цвета покрытия
Возможные причины:
- Неправильное распределение температуры в камере для поляризации;
Устранение проблемы:
- Провести контрольные замеры температуры в камере;
- Проверка времени поляризации.
Подтеки краски на поверхности изделия

Причины возникновения:
- Повышенное давление воздуха в установке подачи краски;
- Завышенная температура в печи;
- Долгое время окраски и слишком высокое напряжение;
- Дефекты краски.
Устранение:
- Отрегулировать все основные параметры при проведении окрашивания изделия;
- Если после регулировки будут подтеки, то следует заменить краску.

Причины:
- Покрытие не отвердело;
- Не учтена теплоемкость изделия.
Устранение:
- Проверить рекомендации по режиму отверждения краски. Отрегулировать его;
- Необходимо при проведении контрольного напыления учитывать теплоемкость изделия. Возможно увеличить время отверждения изделия в камере полимеризации, учитывая прогрев изделия).
Неравномерность толщины покрытия и волнистость
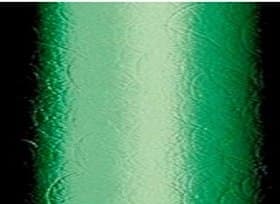
Возможные причины дефектов:
- Неверное расположение распылителей;
- Неверный подбор сопла;
- Малая толщина покрытия;
- Неверно подобранные параметры подачи и времени напыления краски.
Устранение:
- Проверка толщины напыления, регулировка положений распылителей;
- Верный подбор сопла;
- Правильное расположение окрашиваемого изделия.