

Давайте для начала разберемся: что влияет на формирование и толщину покрытия?
1. Назначение изделия.
На стадии разработки изделия на предприятии в конструкторской документации должно указываться назначение и класс ЛКМ.
- Изделия декоративного назначения.
- Для покрытия изделий декоративного назначения (канцтовары, предметы интерьера, товары народного потребления и т.д.) используется слой толщиной до 60 мкм.
- Изделия с защитно-декоративной функцией (двери из металла, фасадные части, ограждения, кровельные части, мебель и т.д.): слой толщиной 60-120мкм. Если нужен специальный эффект: до 200 мкм.
- Изделия, требующие защитного покрытия (детали машин, оборудования, составные части техники или оборудования и т.д.): 60-120мкм, для особых случаев – до 400-500мкм.
Важно учесть! Увеличение слоев порошковой краски не улучшит стойкость покрытия к воздействию внешней среды и уф-лучам. Важно использовать порошковую краску специального назначения и соблюдать технологию подготовки поверхности, нанесения состава и верного технологического процесса.
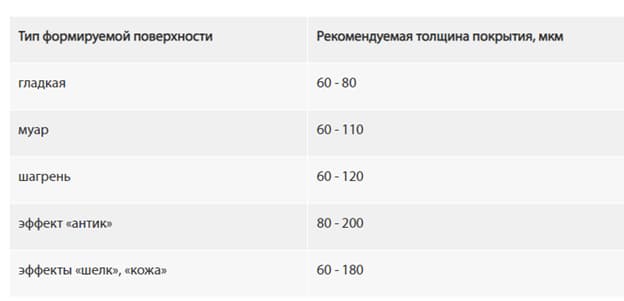
2. Тип необходимой поверхности.
Для каждого вида порошковой краски в техдокументации всегда указаны толщины покрытия для каждого вида и структуры.
3. Зависимость исходного цвета металла и укрывистости краски.
Чем больше между собой контрастируют подложка и цвет порошковой краски - тем меньше будет укрывистость краски.
При этом необходимо учитывать, что каждый цвет имеет разную способность перекрытия подложки при одинаковой толщине покрытия. Светлые оттенки требуют большего слоя краски. Для уменьшения контраста между изделием и порошковой краской используется грунт светло-серого цвета (для светлых оттенков).
4. Гранулометрический состав ЛКМ.
Размеры частиц порошковой краски.
- 1.Тонкодисперсная краска (от 10 до 50 мкм – размер частиц).
- Толщина покрытия до 60 мкм. Используют как декоративное покрытие.
- 2.Крупнодисперсная краска (от 110 мкм размер частичек)
- Применяют для получения «муаров» и «шагреней». Толщина готового покрытия от 110 мкм и более.
- 3.Усредненный состав. (60-100 мкм размер частиц). Используются в промышленности.
5. Методы нанесения порошковой краски и настройка оборудования.
- Если изделие красят методом окунания в сжиженный слой, то толщина готового покрытия будет от 250 до 500мм. Толщина может быть увеличена до 2500мкм.
- При газопламенном нанесении: толщина от 200 до 600 мкм. Минусы: не всегда ровная поверхность.
- Порошковая покраска методом электростатического напыления.
- толщина будет зависеть от:
- концентрация порошка в сопле распылителя;
- размер самого сопла;
- скорость движения сопла распылителя;
- степень заряда порошковой краски;
- верное заземление изделия.
6. Форма изделия.
В процессе порошковой покраски края изделия будут притягивать больше частиц порошка, чем углубления. (эффект клетки Фарадея). По итогу большая вероятность того, что при сложной форме изделия толщина покрытия будет меняться по площади изделия.
7. Человеческий фактор.
При ручном распылении порошка толщина покрытия будет зависеть от опытности оператора.
Как же правильно измерить толщины полимерных покрытий?
По ГОСТ 31993-2013 (ISO 2808:2007) для контроля данной величины используется толщиномер. Прибор позволяет быстро измерить толщину полимерного покрытия на разных участках изделия.
Минусы покрытия неверной толщины:
Минусы слишком тонкого покрытия:
- Основание металлоизделия проглядывает сквозь покрытие;
- Покрытие неоднородно, имеет разный оттенок и структуру;
- Снижение устойчивости к воздействиям окружающей среды;
- Увеличение риска возникновения коррозии;
- Появления «кратеров» и других дефектов после полимеризации.
- У фактурных покрытий рисунок не раскрывается;
Минусы толстого покрытия:
- Степень глянца искажена;
- Большие затраты на материалы;
- Искажения оттенка на изделии;
- Возможно отслаивание краски на готовом изделии, осыпание, подтеки;
- Ухудшение адгезии. Потеря свойств полимерного покрытия.